 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 HY
HY
 BN
BN
 LA
LA
 MY
MY
 UZ
UZ


Oversigt
Anmodning
Relaterede produkter









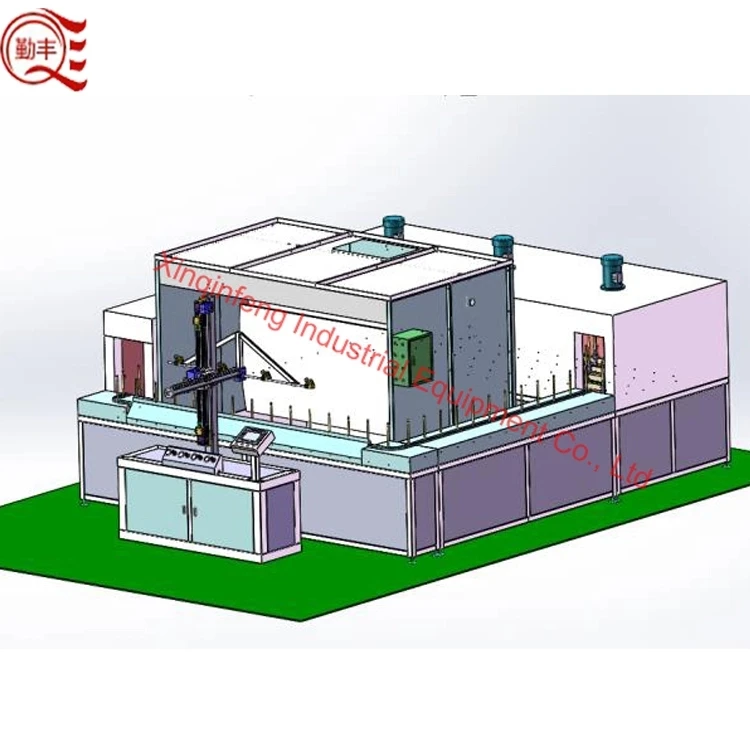
Automatisk pulverkøgningsproduktionslinje elektrostatiske sprøjtekurering af fuld udstyr
Pulverbemærkningsprøjselinje Introduktion:
Komponenterne i coatingsystemet omfatter hovedsagelig: forbehandlingsudstyr, støvsystem, pulverlacksystem, pulvergenanvendelsesudstyr, genbrugsanlæg, varmeovn til tørre og kurering, varmekildeanlæg, elektronisk kontrolsystem, suspensionskonvejorer og så videre.
Generel proces for behandling af metalmaterialer:
Først, forbehandling: formål: at fjerne overfladen af arbejdsstykket og opbygge en korrosionsbeskyttende lag, der kan give adhæsion til coatingsystemet "fosfatbelagt". Hovedprocessens trin: olieafskilning, rustfjerne, fosfatering, passivering. Efter forbehandlingen har ikke kun arbejdsstykkets overflade olie, rust og støv, men også en ensartet og grov, grå fosfatfilm uden rust, som både beskytter mod korrosion og forbedrer adhæsionen af sprøjtede lag. Relateret udstyr: forbehandlingsanlæg. Relaterede materialer (kemikalier): svovlilsyre, hydrochloric syre, sodavand, sur oliefjerne, fosfateringsløsning, passiveringsløsning.
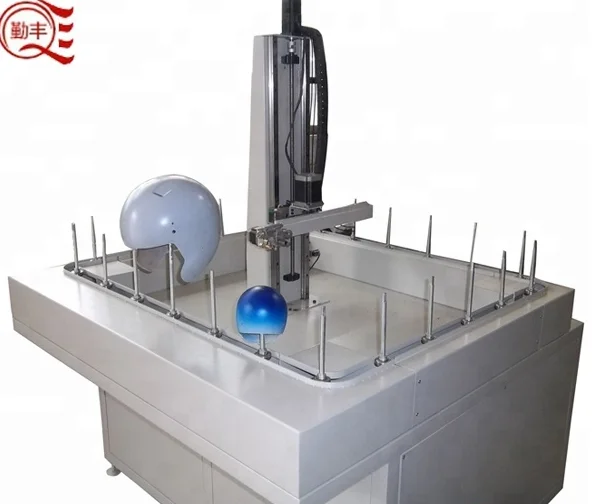
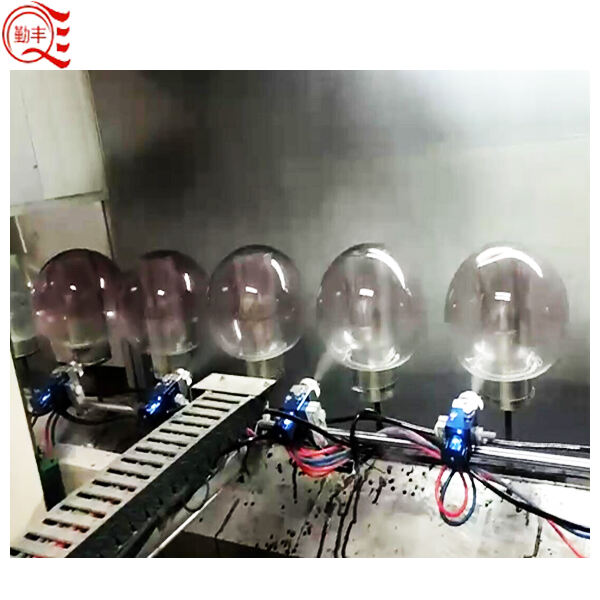
Andet, elektrostatiske sprøjting: formål: det pulverbelaske bliver jævnt sprøjtet på overfladen af arbejdsstykket, specielle arbejdsstykker (inklusiv steder hvor elektrostatiske skærme nemt kan opstå) bør afsluttes med en højydelselektrostatiske sprøjte maskine. Process trin: Ved hjælp af adsorptionsprincippet fra den elektrostatiske sprøjtemaskine, bliver der sprøjtet et lag af pulverbelaske jævnt på overfladen af arbejdsstykket; det faldne pulver passerer gennem genbrugsanlæg og kan genbruges efter at være blevet sifteret.
Tredje. Luftkompressor og komprimeret luft renser (olie-vand filter) relaterede materialer: pulverbelaske (sprøjte råmaterialer, almindeligvis kendt som "plastepulver", med høj lysstyrke, lys, halvmatt, matt, sand, hammer, sprække m.m. forskellige effekter og forskellige farver)
Fjerde. Tørkning og kurering: Formål: Pulverbemældningen på overfladen af arbejdsstykket opvarmes til den angivne temperatur og holdes i den i en tilsvarende tid for at smelte, udjævnes og fastfryses, så den ønskede overfladeeffekt på arbejdsstykket opnås. Proces: Skub det sprøjtede arbejdsstykke ind i affyringsovnen, opvarm det til en fast temperatur (normalt 185 grader), og hold det i den tilsvarende tid (15 minutter). Opvarmnings- og kontrolsystemer (herunder elektrisk opvarmning, brændstof, gas, kul, biomasseopvarmning, nye opvarmningsmaterialer osv.) relateret udstyr: biomasseforbrændere (diverse opvarmningsudstyr), tørretunnel.
Femte, Dekorativ behandling: formål: at opnå en bestemt specialoverflade på arbejdsstykket efter elektrostatiske sprøjting, såsom: forskellige trægrain, mønstre, lysning osv. Processeringsskridt: dække lys, overførsel og andre bearbejdningsteknikker.
Hovedprocessflowen for bemældningsproduktionslinjen:
Indlæsning af produkt → forbehandling → dehydrering tørring → køling → elektrostatiske pulver (farve) sprøjting → pulver (farve tørre) hårdning → køling → inspektion → udlastning af produkt → pakker
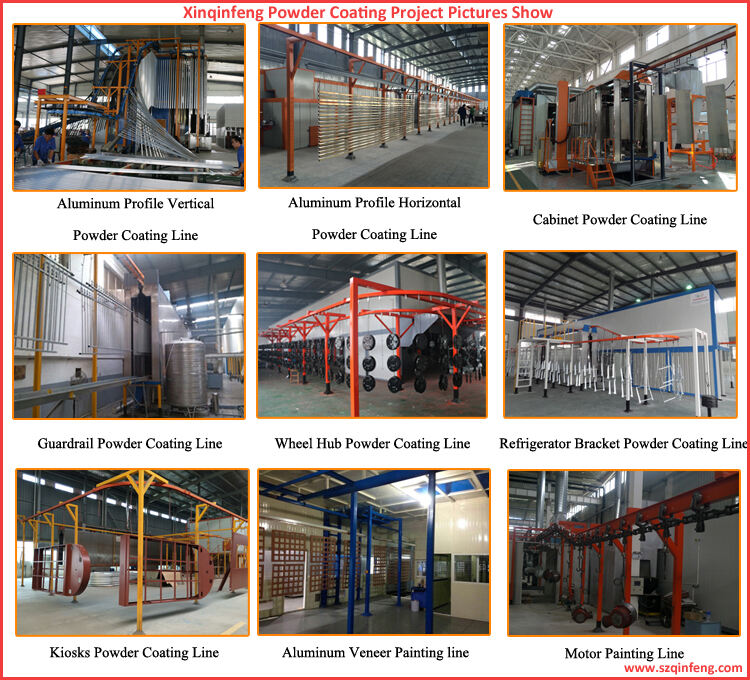
Produktvisning








Anden Hei Produkt