 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 HY
HY
 BN
BN
 LA
LA
 MY
MY
 UZ
UZ


Ավտոմատ պուդրային գունավորման գործարան՝ էլեկտրոստատիկ ցույց, արդյունավետություն, ստացման և ամբողջ համակարգի սարքում
Ընդհանուր տեղեկություն
Հարցում
Սիմպատիկ ապարատներ









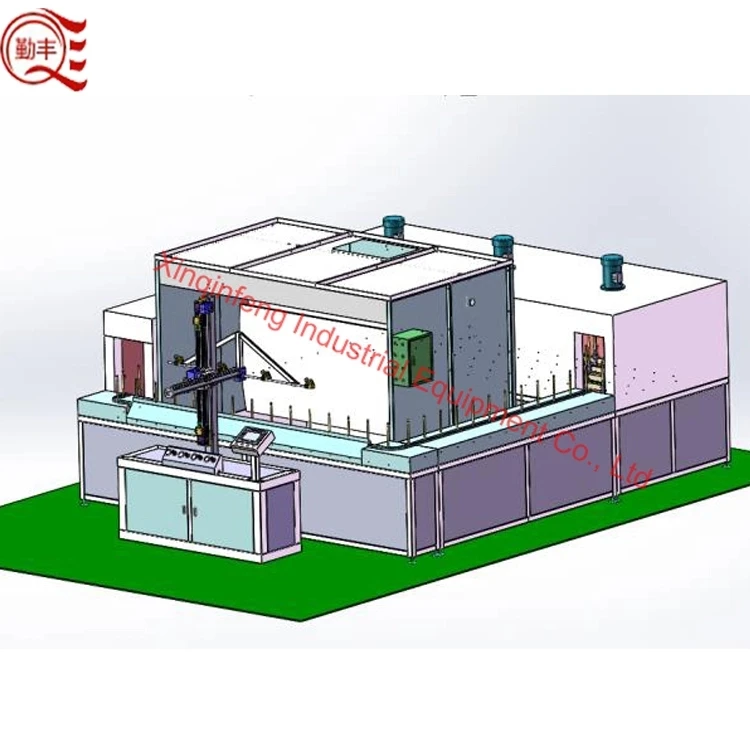
Ավտոմատ պուդրային գունավորման գործարան՝ էլեկտրոստատիկ ցույց, արդյունավետություն, ստացման և ամբողջ համակարգի սարքում
Պուլվերային Կովրինգ Սպրեյ Տուփի Ներմուծություն:
Կովրինգ տուփի կոմպոնենտները հիմնականում ներառում են. pre-treatment ապարատ, դուստինգ համակարգ, Պուլվերային կովրինգ ապարատուրա, պուլվերի վերականգման ապարատուրա, ջերմացում բրինձում հաջողություն տունել արանջ, ջերմասական աղբյուր համակարգ, էլեկտրոնային կառավարման համակարգ, սուսպենդացիային տրանսպորտատոր շղթա և այլն.
Ընդհանուր Մետաղական նյութի Կովրինգ գործընթաց:
Առաջին հաջորդականությամբ՝ pre-treatment: նպատակը. հեռացնել աշխատանքի մասնիկի մակերևույթը, որը ծագում է անտիկորոզիոն շերտով, և կարող է կիրառվել շերտի կպչականության հետ «ֆոսֆատացիայի շերտ»-ի հիմնական գործընթացի քայլերին. դեգրեյզինգ, դերուստինգ, ֆոսֆատինգ, պասիվացիա. Աշխատանքի մասնիկի անցագրման հետո, ոչ միայն մակերևույթը չի ունենում յուրաբաժան, րուստ և դանդաղ, այլ նաև գունավոր և սպանակագույն փայլի մակերևույթ ծագում է հավասարաչափ և խشنավոր րուստազանգ ֆոսֆատացիայի շերտ, որը կարող է sowth և ավելացնել շերտի կպչականությունը։ Հարաբերական սարքեր. անցագրման վատ։ Հարաբերական նյութեր (քիմիկական) աղավաղ թթվանոց, հաղացական թթվանոց, սոդա աշ, թթվական դեգրեյզեր, ֆոսֆատացիայի լուծույթ, պասիվացիայի լուծույթ։
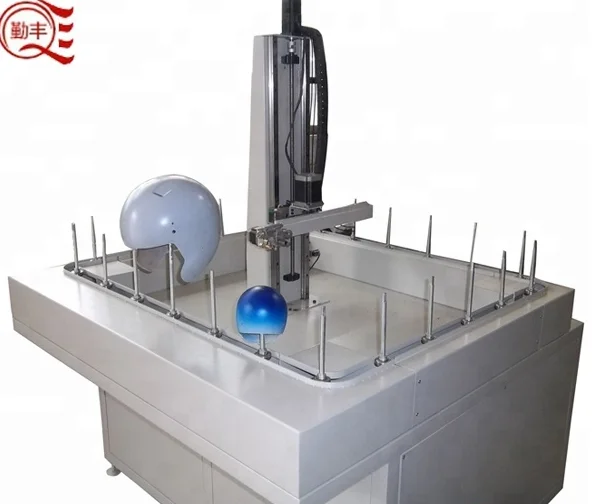
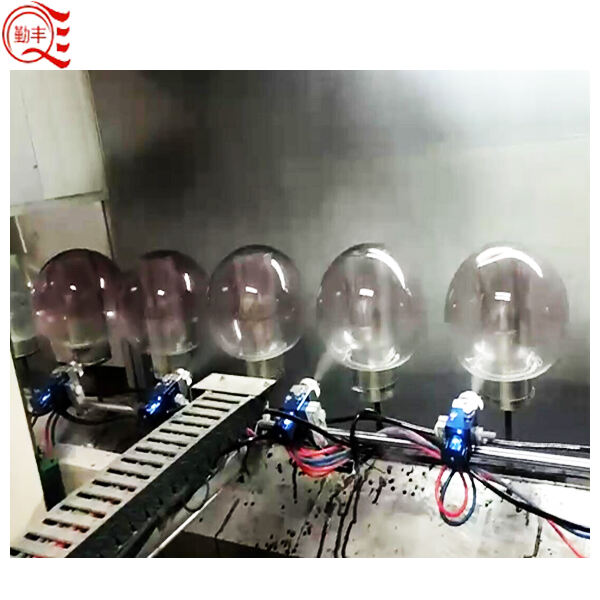
Երկրորդ, էլեկտրոստատիկ սպրեյինգ. նպատակը. փուլի գեղարվունքը հավասարաչափ բացվում է աշխատանքի մասնիկի մակերևույթի վրա, հատուկ աշխատանքի մասնիկների (ներառյալ այն տեղերը, որտեղ էլեկտրոստատիկ מסך-ը հաճախ է տեղի ունենում) պետք է ավարտել բարձր արդյունավետությամբ էլեկտրոստատիկ բացման մաքինայի օգնությամբ։ Պրոցեսի քայլեր՝ Էլեկտրոստատիկ բացման մաքինայի արգելման սկզբունքի օգնությամբ փուլի գեղարվունքի շերտ հավասարաչափ բացվում է աշխատանքի մասնիկի մակերևույթի վրա, իսկ անջատված փուլը անցնում է վերականգման համակարգով և կարող է վերակիրառվել սանդերակում անցնելուց հետո։
Երրորդ․ օդավոր կոմպրեսոր և սեղմած օդի պարանոց (յուղ ջրի ֆիլտր) կապված նյութեր։ փուլի գեղարվունք (բացման նյութերի սկզբնական նյութեր, տարածաբար հայտնի որպես «պլաստմաս»՝ բարձր արդյունավետությամբ, արդյունավետությամբ, կիսամատ, մատ, 白沙, սանդերակ, կրակեր և այլն․․․ տարբեր արդյունքներ և տարբեր գույներ)
Չորրորդ․ անջատելու և կոնսոլիդացնելու ժամանակ։ Դրական: Աշխատանքի մակերևույթի վրա գտնվող փուլվածքը հաջորդաբար ջերմացվում է նշված ջերմաստիճանին և պահվում է համապատասխան ժամանակահատվածում, որպեսզի 녀在线咨询 liquefy, level and solidify, thus achieving the desired surface effect of the workpiece. Process: Push the sprayed workpiece into the curing oven, heat it to a fixed temperature (usually 185 degrees), and keep it for the corresponding time (15 minutes). Heating and control systems (including electric heating, fuel, gas, coal, biomass heating, new heating materials, etc.) related equipment: biomass burners (various heating equipment), drying tunnels.
Երկուշաբթի, coration treatment: purpose: to achieve a certain special appearance of the workpiece after electrostatic spraying, such as: a variety of wood grain, pattern, lightening and so on. Process steps: cover light, transfer and other processing techniques.
Главный процессуálnыи поток линии покраски:
Բեռնում արտադրություն → պատվերի առաջնային 辦理 → հավաքման չափոլում → սառուցում → էլեկտրոստատիկ պուդրային (ներկ) շեղում → պուդրային (ներկի չափոլում) սարքում → սառուցում → ստորագրություն → Արտադրության բեռնում → Պակագրություն
Ապրանքի ցուցադրում








Այլ հաճախորեն ապագային արտադրանք