 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 HY
HY
 BN
BN
 LA
LA
 MY
MY
 UZ
UZ


Автоматическая линия порошковой окраски с электростатическим напылением, сушкой и отверждением
Обзор
Запрос
Связанные продукты









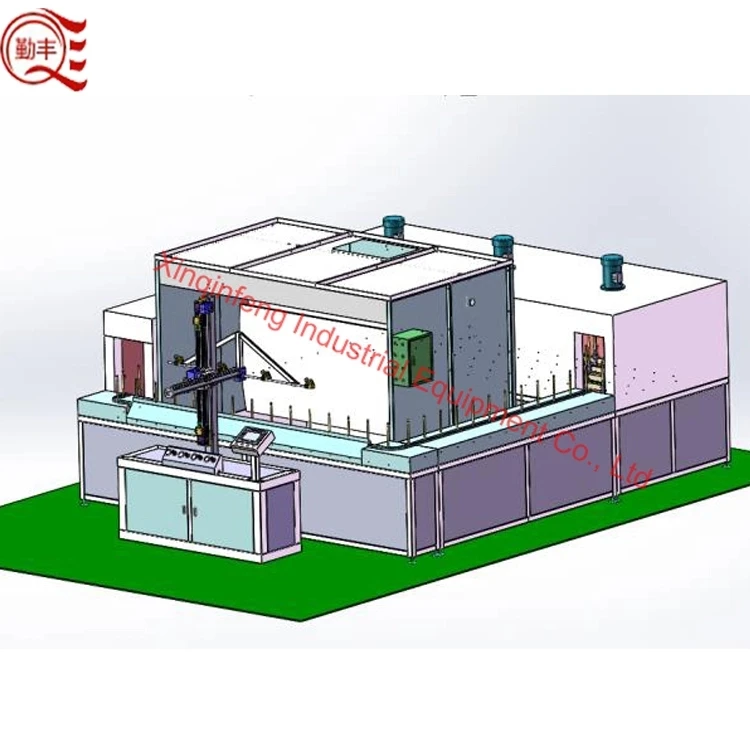
Автоматическая линия порошковой окраски с электростатическим напылением, сушкой и отверждением
Введение в линию порошкового окрашивания:
Компоненты линии нанесения покрытия в основном включают: оборудование для предварительной обработки, система пылеудаления, оборудование для порошковой окраски, оборудование для回收 порошка, нагревательно-сушильная печь для отверждения, тепловой источник, электронная система управления, подвесной конвейер и т.д.
Общий процесс нанесения покрытия на металлический материал:
Во-первых, предварительная обработка: цель: удалить с поверхности изделия образующийся слой против коррозии и обеспечить адгезию покрытия "фосфатный слой" основные этапы процесса: дегрессирование, удаление ржавчины, фосфатирование, пассивация. После предварительной обработки изделия не только поверхность становится без масла, ржавчины и пыли, но и появляется серовато-белый блестящий слой равномерной и шероховатой фосфатной пленки, которая защищает от ржавчины и увеличивает адгезию напыляемого слоя. Связанное оборудование: предварительная обработка. Связанные материалы (химикаты): серная кислота, соляная кислота, сода, кислотный деэмульгатор, фосфатирующий раствор, пассивирующий раствор.
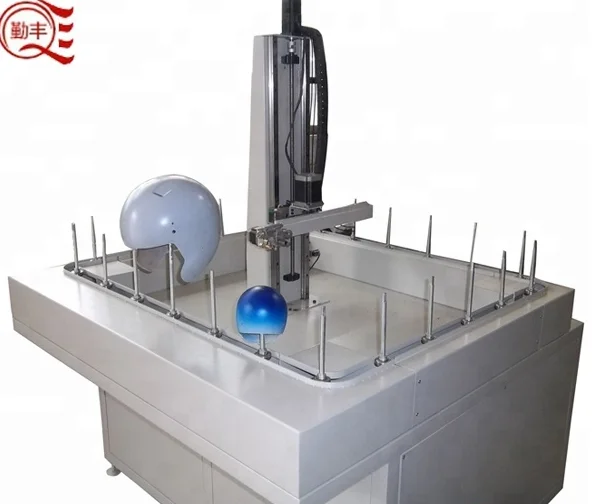
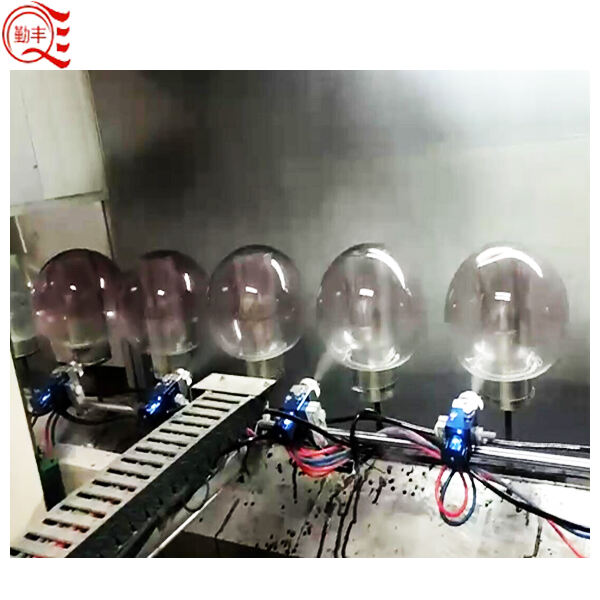
Во-вторых, электростатическое распыление: цель: порошковое покрытие равномерно наносится на поверхность изделия, специальные изделия (включая места, где часто возникает электростатический экран) должны обрабатываться с использованием высокоэффективной электростатической установки для распыления. Технологические этапы: с использованием принципа адсорбции электростатического распылителя, на поверхность изделия равномерно наносится слой порошкового покрытия; упавший порошок проходит через систему回收 и может быть повторно использован после просеивания.
В-третьих. Воздушный компрессор и фильтр сжатого воздуха (масло-водяной фильтр) и связанные материалы: порошковое покрытие (сырье для распыления, обычно называемое "пластиковым порошком", с различными эффектами, такими как высокий глянец, яркий глянец, полуматовый, матовый, песчаный, молотый, трещиноватый и т.д., а также в разных цветах)
В-четвертых. Сушка и отверждение: Цель: Порошковое покрытие на поверхности заготовки нагревается до заданной температуры и выдерживается соответствующее время для плавления, выравнивания и затвердевания, чтобы достичь желаемого поверхностного эффекта заготовки. Процесс: Толкать обработанную деталь в закалочную печь, нагревать её до фиксированной температуры (обычно 185 градусов) и выдерживать соответствующее время (15 минут). Системы нагрева и управления (включая электрический нагрев, топливо, газ, уголь, биомассу, новые материалы для нагрева и т.д.) связанное оборудование: сжигатели биомассы (различные системы нагрева), сушильные туннели.
Пятый, Декоративная обработка: цель: достичь определённого специального внешнего вида заготовки после электроосаждения, например: различные древесные текстуры, узоры, осветление и т.д. Этапы процесса: покрытие светоотражающим слоем, перенос и другие методы обработки.
Основной технологический процесс линии нанесения покрытия:
Загрузка продукта → предварительная обработка → обезвоживание и сушка → охлаждение → нанесение порошковой краски методом электростатического распыления → отверждение при высыхании порошковой краски → охлаждение → проверка → выгрузка продукта → упаковка
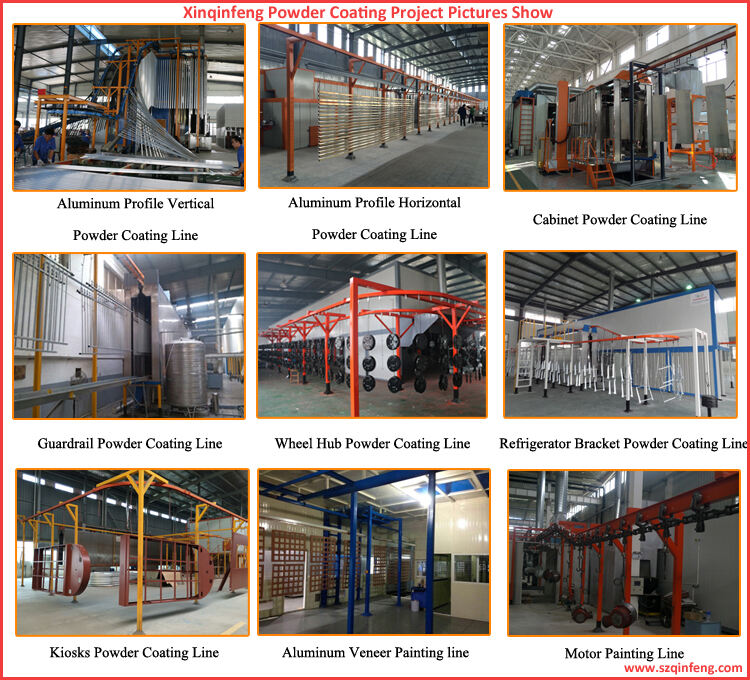
Показ продукта








Другой горячий продукт