 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 HY
HY
 BN
BN
 LA
LA
 MY
MY
 UZ
UZ


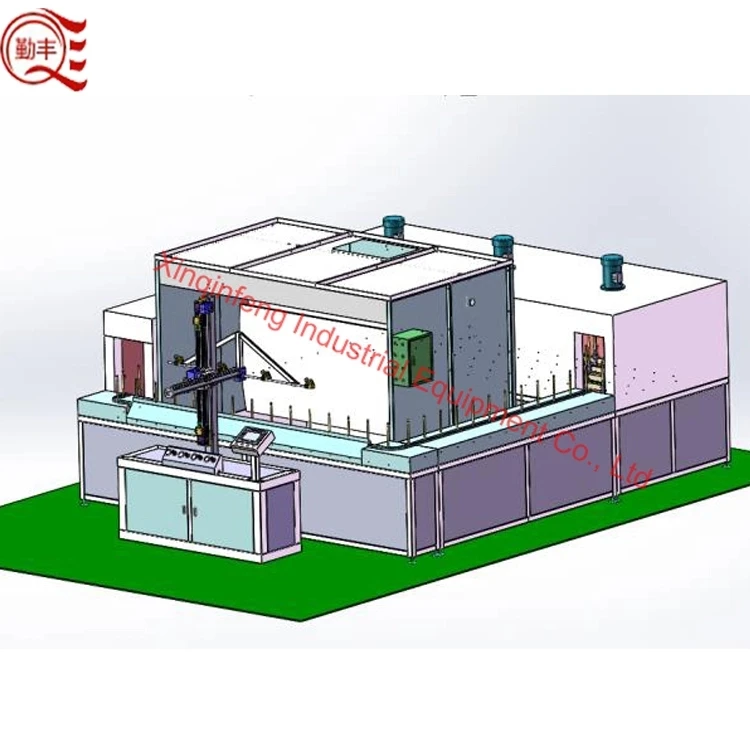
Automatická produkčná linka na práškové nátieranie s elektrostatickým namäľovaním, sušením a zpevnením – úplné vybavenie
Prehľad
Dotaz
Súvisiace produkty









Automatická produkčná linka na práškové nátieranie s elektrostatickým namäľovaním, sušením a zpevnením – úplné vybavenie
Úvod do linky na sprejovanie práškového nátierania:
Komponenty linky na nanášanie obalov hlavne zahŕňajú: vybavenie na predspracovanie, systém na odstraňovanie prachu, vybavenie na nanášanie práškového farby, vybavenie na recykling prášku, ohrievacie sušiaci a pečúcí tunelový pec, systém teplotného zdroja, elektronickej riadiacej jednotky, visiacu prevádzkovú reťazovú linku atď.
Všeobecný proces nánosu materiálu na kovové povrchy:
Najprv predspracovanie: účel: odstránenie vrstvy na povrchu pracovného kusu s cieľom vytvorenia protikorozného a schopného pripevniť adhezívnu vrstvu "fosfatovania". Hlavné kroky procesu: odtužovanie, odkoroziovanie, fosfatovanie, pasivovanie. Po predspracovaní pracovného kusku nemá povrch olej, ržavbu a prach, ale vznikne rovnomerná a hrubá šedá fosfatovacia vrstva bez ržavby, ktorá slúži na ochranu pred ržavou a zvyšuje adhezию nanášanej vrstvy. Súvisiace vybavenie: predspracovanie. Súvisiace materiály (chémikalie): sírka, chlorovodík, soda, kyselkový odtužovač, fosfatovacia tekutina, pasivujúca tekutina.
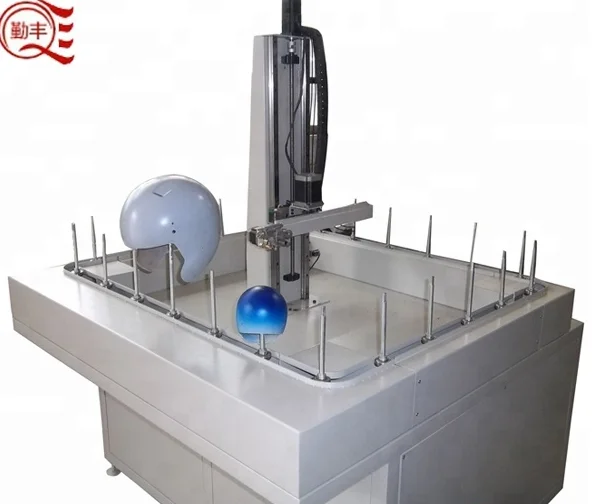
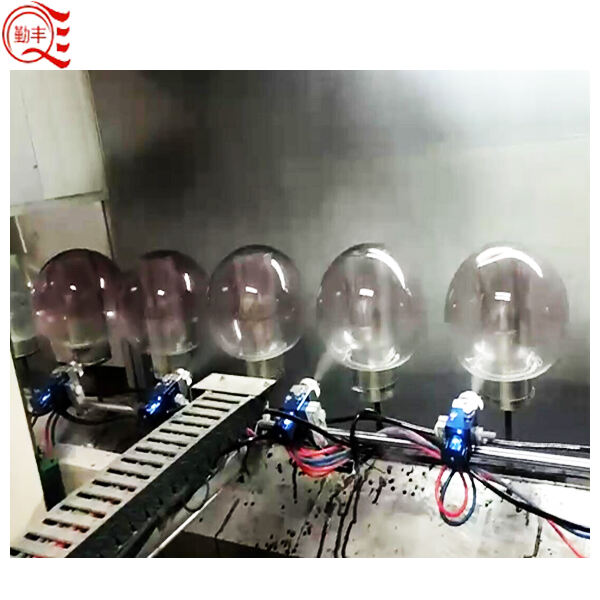
Druhé, elektrostatické sprejovanie: účel: prášková farba je rovnomerne nasprejovaná na povrch základne, špeciálne základne (vrátane miest, kde sa môže vyskytnúť elektrostatická obrazovka) by mali byť dokončené vysokovýkonnou elektrostatickou sprejovacou strojní. Technologické kroky: Pomocou princípu adsorpcie elektrostatického sprejovacieho stroja sa na povrch základne rovnomerne nasprejuje vrstva práškového nátieru; upadnutý prášok prechádza systémom recyklácie a po presieve sa dá znovu použiť.
Tri. Sušička vzduchu a čistič kompresného vzduchu (filtrovanie oleja a vody) súvisiace materiály: práškový nátier (sprejové suroviny, bežne známy ako "plastový prášok", s vysokou jasnosťou, jasné, polosvetlé, matné, piesok, kladivo, trhliny atď. Rôzne efekty a rôzne farby)
Štyri. Sušenie a zahrievanie: Účel: Povrchová prášková nátiera sa ohrije na určitú teplotu a udrží sa počas príslušného času, aby sa roztiaľovala, vyrovnávala a ztvrdla, čím sa dosiahne požadovaný povrchový efekt pracoviska. Postup: Strčte natriepracovisko do pečiarne na zahrievanie, ohriete ho na pevnú teplotu (obvykle 185 stupňov) a udržite ho počas príslušného času (15 minút). Systémy ohrievania a riadenia (vrátane elektrického ohrievania, paliva, plynu, uhla, biomasy, nových materiálov na ohrievanie atď.) súvisiace vybavenie: spalovače biomasy (rôzne ohrievacie zariadenia), sušiaci tunele.
Päť, Výzdoba: účel: Dosiahnuť určitý špeciálny vzhľad pracoviska po elektrostatickom natrie, ako napríklad: rôzne drevené žilovanie, vzory, osvetlenie atď. Postupové kroky: maskovanie svetla, prenos a iné techniky spracovania.
Hlavný technologický postup výrobného priestoru na nátier:
Načítanie produkty → predspracovanie → odstraňovanie vody sušením → ochlazenie → elektrostatické práškové (farba) maľovanie → práškové (sušenie farby) zpevnenie → ochlazenie → kontrola → Vykladenie produktu → Balenie
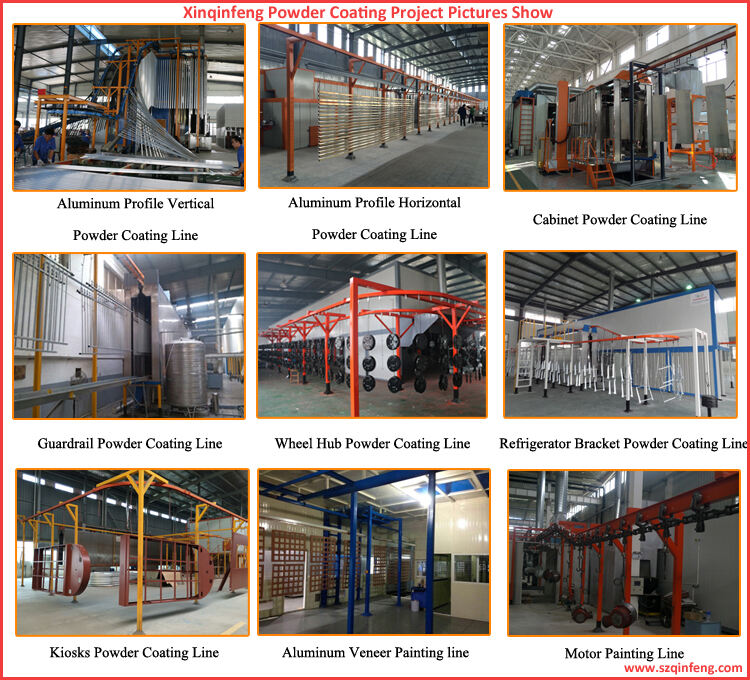
Prezentácia produktu








Ďalší horký produkt