 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 HY
HY
 BN
BN
 LA
LA
 MY
MY
 UZ
UZ


Automatska linija za prašno obloživanje, elektrostatsko spremanje, sušenje i zrelost, kompletno opreme
Pregled
Upit
Povezani proizvodi









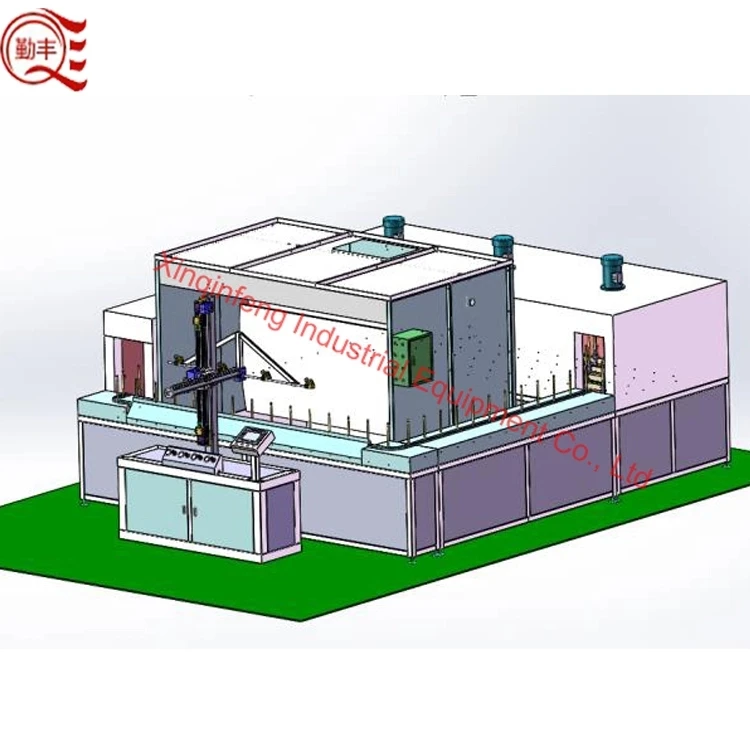
Automatska linija za prašno obloživanje, elektrostatsko spremanje, sušenje i zrelost, kompletno opreme
Uvod u liniju spremanja prašne obložbe:
Komponente linije za oblaganje uglavnom uključuju: opremu za prethodnu obradu, sistem za odbijanje prašine, opremu za prašinsko oblaganje, opremu za reciklažu prašine, toplinsku tunelnu peć za sušenje i zakretanje, sistem izvora topline, elektronski kontrolni sistem, visesistemski konvejerski lanac i slično.
Opšti proces oblaganja metalnih materijala:
Prvo, prethodna obrada: cilj: da se ukloni slojeva na površini radnog dela kako bi se stvorilo protivkorozijsko slojeva i omogućilo lepljenje "fosfatnim slojem". Glavni koraci procesa: dežirivanje, derđanje, fosfatiranje, pasivanje. Nakon prethodne obrade delova, površina više nema mast, ržu ili prašinu, nego proizvodi jednoliko i ružno sivo fosfatno slojeva koje je bez rže, što može i da spriječi ržu i poveća lepljenje prasinske slojeva. Povezana oprema: prethodna obrada. Povezane materijale (hemikalije): sumpor kiselinu, šumska kiselinu, soda, kisela deziriva, fosfatna tečnost, pasivna tečnost.
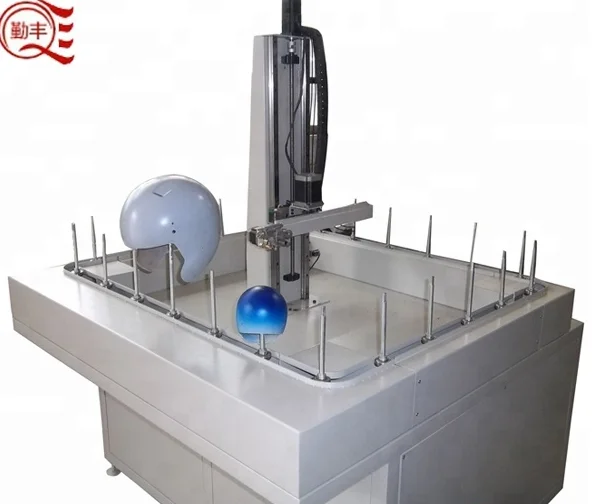
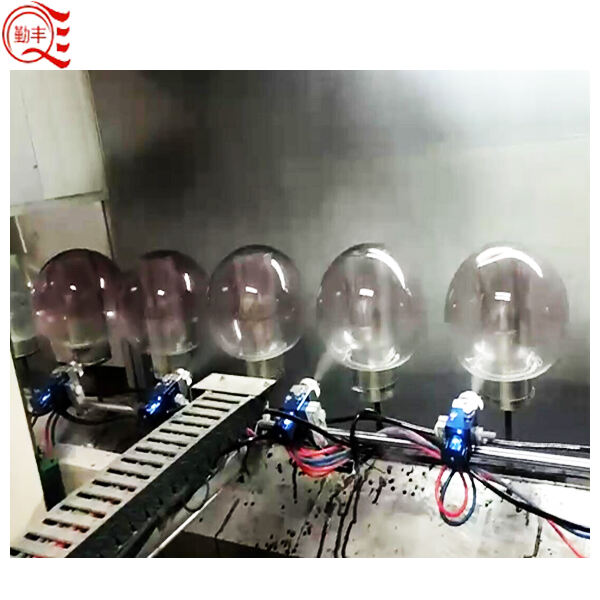
Drugo, elektrostatsko prašno spremanje: cilj: prašna omotanja se ravnomerno sprema na površinu radnje, posebne radnje (uključujući mesto gde je elektrostatski zaslon sklon da se desi) treba završiti visokoučinkovitim elektrostatskim spremačem. Postupak koraka: Korišćenjem principa adsorpcije elektrostatskog spremača, sloj prašnog omotanja se ravnomerno sprema na površinu radnje; spadajući prašina prolazi kroz sistem opetovne upotrebe i može se ponovo koristiti nakon što je presijevana.
Tri. Splošni kompresor i čistioca stisnutog vazduha (filtar ulja i vode) povezani materijali: prašno omotanje (spremna sirovina za prašno spremanje, poznato kao "plastično prašte", sa visokim sjajem, jarkim sjajem, polu-mat, mat, pesak, martil, trak, itd. Različiti efekti i različite boje)
Četvrto. Sušenje i zakretanje: Cilj: Prasno obloženje na površini radnog dela se greje do određene temperature i zadržava odgovarajući vreme kako bi se toplom promenilo u tečnu, izjednačeno i zakrepilo, što omogućava postizanje željenog površinskog efekta radnog dela. Proces: Umetnite ospricani radni deo u pećinu za zaključavanje, zagrejajte ga do fiksne temperature (obično 185 stepeni) i zadržite ga odgovarajuće vreme (15 minuta). Sistemi za grejanje i upravljanje (uključujući električno grejanje, gorivo, plin, uglje, biomasa, nove materijale za grejanje itd.) povezana oprema: grejalice na biomasi (razne naprave za grejanje), sušilne tunele.
Pet, Dekorativna obrada: cilj: da se postigne određeni poseban izgled radnog dela nakon elektrostatskog ospricanja, kao što su: različiti drveni grain, uzorci, svetlost i slično. Koraci u procesu: prekrivanje svetlosti, transfer i drugi tehnički procesi.
Glavni tok procesa linije za proizvodnju obloženja:
Učitavanje proizvoda → preobrada → dehidrativno sušenje → hlađenje → elektrostatsko prašno (boja) spremanje → prašno (sušenje boje) oživljavanje → hlađenje → inspekcija → Isključivanje proizvoda → Pakovanje
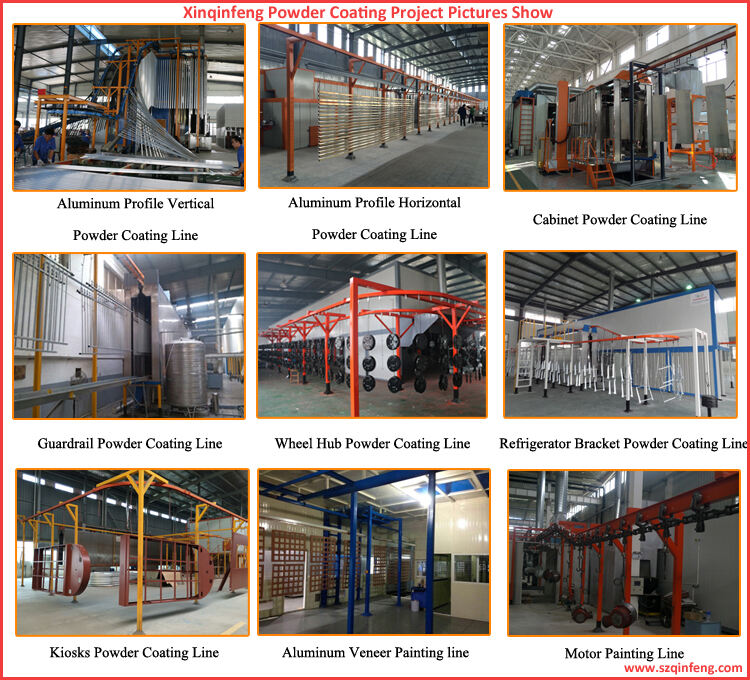
Prikaz proizvoda








Ostali top proizvodi