 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 HY
HY
 BN
BN
 LA
LA
 MY
MY
 UZ
UZ


Genel Bakış
Sorgu
İlgili Ürünler









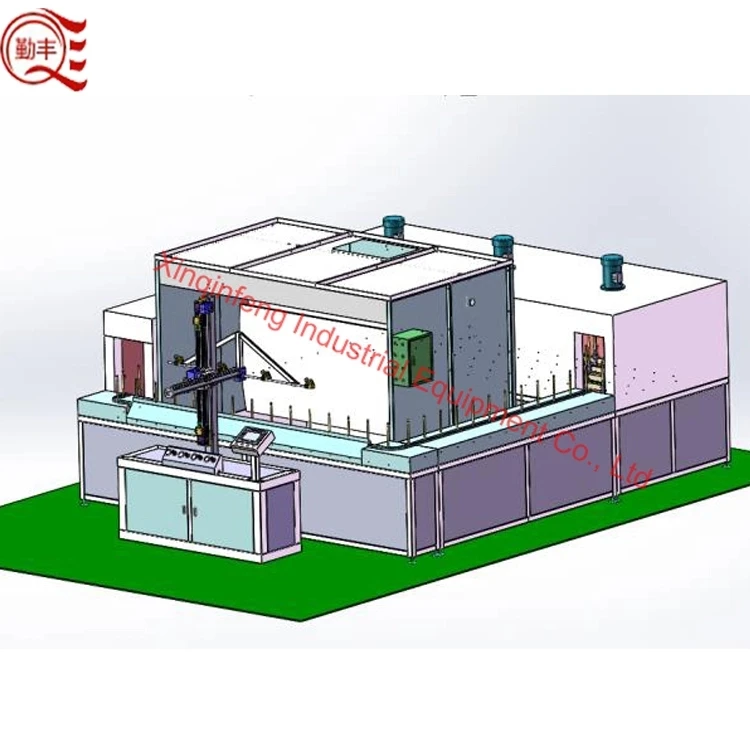
Otomatik Toz Boya Üretim Satır Elektrostatik sıvı boyaya kurutma tam ekipman
Toz Kaplama Sıra Tanıtımı:
Kaplamalı hattın bileşenleri principalmente şunları içerir: ön işleme ekipmanı, tozlama sistemi, Toz kaplama ekipmanı, toz geri dönüşüm cihazı, ısıtma kurutma dökme tünelleme fırını, ısı kaynağı sistemi, elektronik kontrol sistemi, asansör taşıma zinciri vb.
Genel Metal Malzeme Kaplama Süreci:
Öncelikle, ön işleme: amaç: montaj yüzeyinde bir katman oluşturmak ve anti-korozan ve kaplama yapışkanlığı ile uyumlu olan "fosphating katmanı" temel işlem adımları: yağ çıkarma, derste çıkarma, fosfatlama, pasifleştirme. Parça ön işlemeden sonra sadece yüzeyinde yağ, çivit ve toz kalmadan, aynı zamanda gri beyaz parlayan bir yüzey üretir düzgün ve pürüzsüz koruyucu gri fosfatlama filmi hem çivitlerden korur hem de püskürtme tabakasının yapışkanlığını artırır. İlgili ekipmanlar: ön işleme kötüsü. İlgili malzemeler (kimyasallar) sülfür asidi, hidroklorik asit, soda askı, asitli yağ çıkartıcı, fosfatlama çözümü, pasifleştirici çözelti.
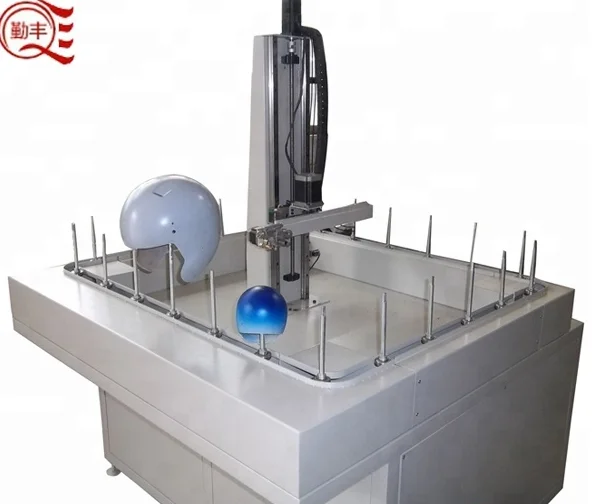
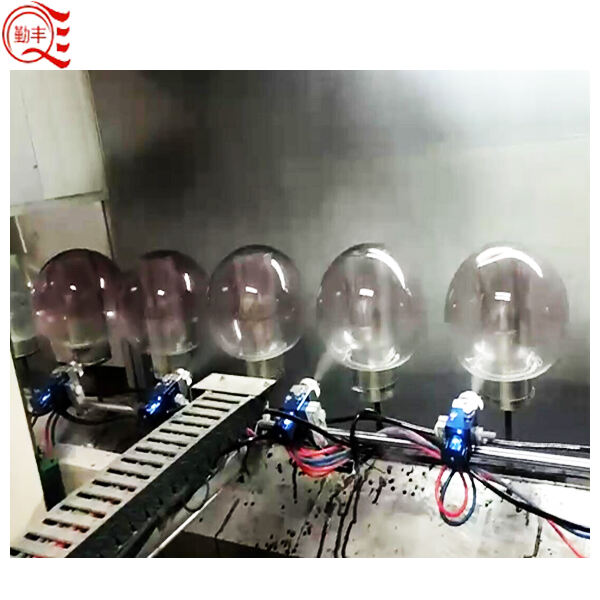
İkinci, elektrostatik sıvılaşma: amaç: toz kaplaması eşit şekilde montaj parçasının yüzeyine sıralanır, özel montaj parçaları (elektrostatik ekranın meydana geldiği konumlar dahil) yüksek performanslı bir elektrostatik sıvılaştırma makinesi ile bitirilmelidir. İşlem adımları: Elektrostatik sıvılaştırma makinesinin adsorpsiyon prensibinden yararlanılarak montaj parçasının yüzeyine düzgün bir toz kaplaması uygulanır; düşen toz, filtre edildikten sonra tekrar kullanılabilir hale getirilir.
Üç. Havacılık kompresörü ve sıkıştırılmış hava temizleyicisi (yağ su filtresi) ile ilgili materyaller: toz kaplama (sprey ham madde, yaygın olarak "plastik tozu" olarak bilinir, yüksek parlaklık, parlak ışık, yarı-mat, mat, kum, çekiç, çatlak vb. Farklı etkiler ve renkler)
Dört. Kurutma ve dökme: Amaç: İş parçasının yüzeyindeki toz kaplaması, erimeye, düzleşmeye ve katılaşmaya ulaşmak için belirtilen sıcaklığa kadar ısıtılır ve karşılık gelen süre boyunca tutulur, böylece iş parçasının istenen yüzey etkisi elde edilir. Süreç: Püskürtülmüş iş parçası döve fırına itilir, sabit bir sıcaklığa (genellikle 185 derece) kadar ısıtılır ve karşılık gelen süre boyunca (15 dakika) tutulur. Isıtma ve kontrol sistemleri (elektrikli ısıtma, yakıt, gaz, kömür, biyokütle ısıtma, yeni ısıtma malzemeleri vb.) ile ilgili ekipmanlar: biyokütle yanıcıları (çeşitli ısıtma ekipmanları), kurutma tünelleri.
Beş, Dekoratif işleme: amaç: elektrostatik püskürtme sonrası iş parçasının belirli bir özel görünümünü elde etmek, örneğin: çeşitli ahşap deseni, motif, ışıklandırma vb. İşlem adımları: kaplama, transfer ve diğer işleme teknikleri.
Kaplama üretim hattının ana süreç akışı:
Ürün Yükleme → ön tedavi → dehidrasyon kurutma → soğutma → elektrostatik toz (boya) spreyi → toz (boya kurutma) dökme → soğutma → kontrol → Ürün Yükleme→Paketleme
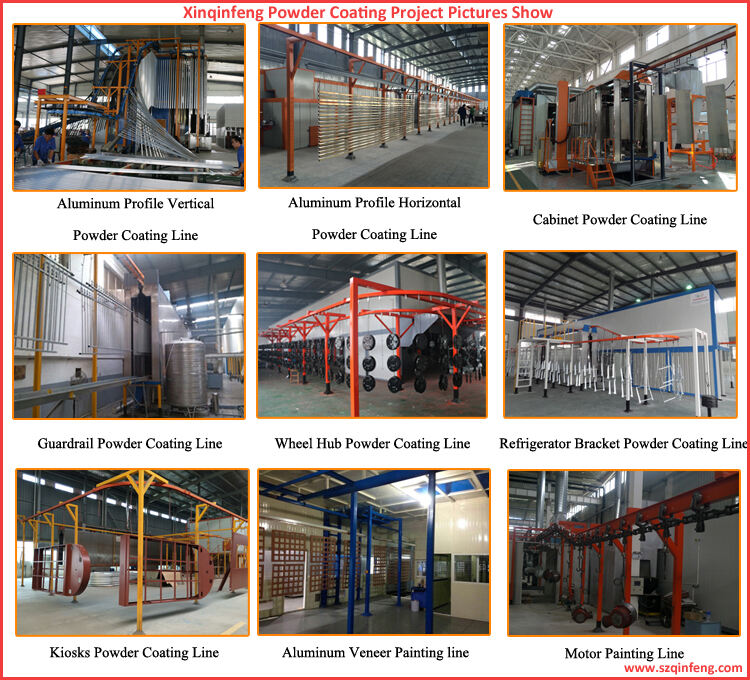
Ürün Gösterimi








Diğer Sıcak Ürün