 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 HY
HY
 BN
BN
 LA
LA
 MY
MY
 UZ
UZ


Automatische Pulverbeschichtungsanlage mit Elektrostatischem Sprühen, Trocknen und Vulkanisieren
Übersicht
Anfrage
Verwandte Produkte









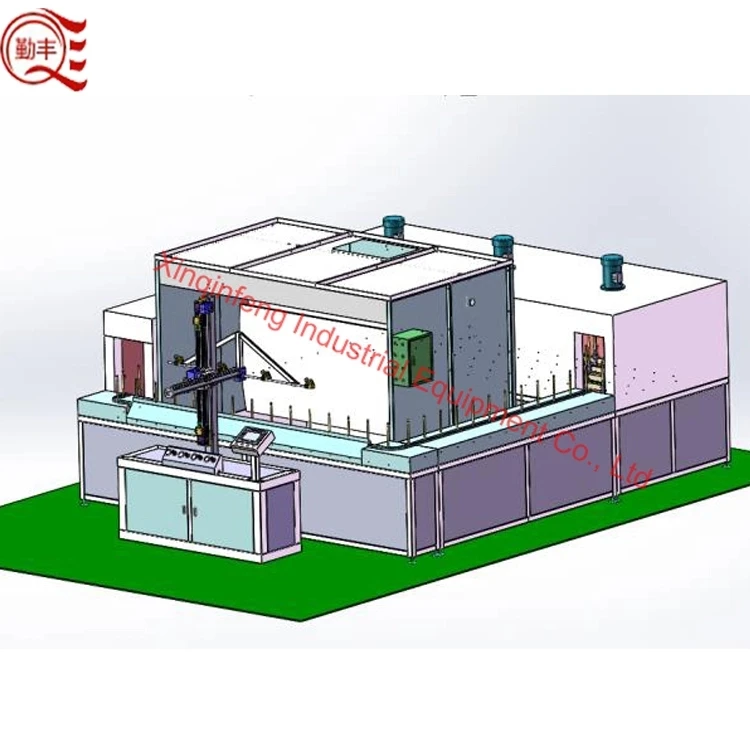
Automatische Pulverbeschichtungsanlage mit Elektrostatischem Sprühen, Trocknen und Vulkanisieren
Einführung der Pulverbeschichtungssprühlinie:
Die Hauptbestandteile der Beschichtungsanlage umfassen: Vorbehandlungsausrüstung, Staubsammlersystem, Pulverbeschichtungsanlage, Pulverrückgewinnungsanlage, Heißluft-Trocknungs- und -festigungs-Tunnelofen, Wärmesystem, elektronisches Steuersystem, Hängerkonveyorkette usw.
Allgemeiner Beschichtungsprozess für metallische Werkstoffe:
Zuerst die Vorbehandlung: zweck: Entfernung einer Schicht auf der Oberfläche des Werkstücks zur Korrosionsschutz und zur Erzeugung einer mit Beschichtungen verträglichen "Phosphatschicht". Hauptverfahrensschritte: Entfetten, Entrostung, Phosphatisieren, Passivieren. Nach der Vorbehandlung hat das Werkstück nicht nur eine öl-, rost- und staubfreie Oberfläche, sondern es entsteht auch eine gleichmäßige und rauhe, rostfreie graue Phosphatschicht, die sowohl korrosionsfest ist als auch die Haftung der gesprühten Schicht erhöht. Zugehörige Ausrüstung: Vorbehandlungsanlage. Verwendete Materialien (Chemikalien): Schwefelsäure, Salzsäure, Natronlauge, saurer Entfetter, Phosphatierungslösung, Passivierungslösung.
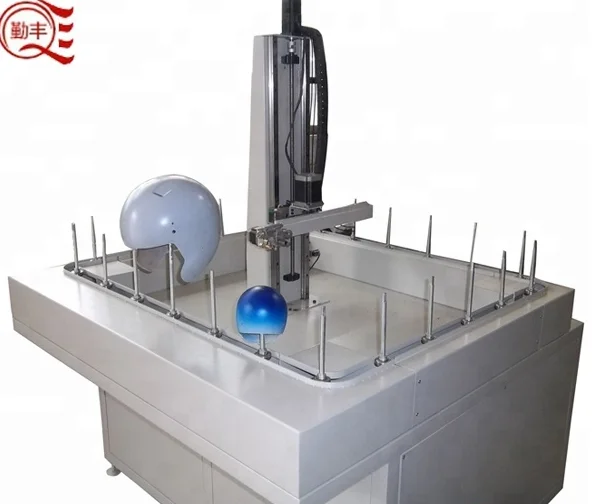
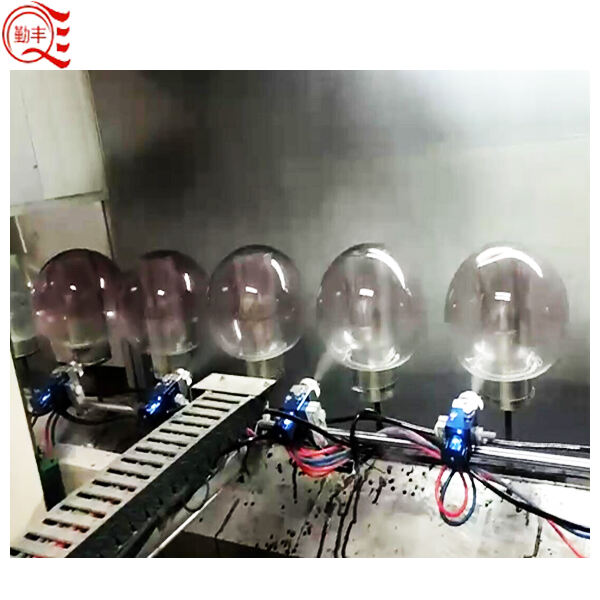
Zweitens, elektrostatisches Sprühen: zweck: Das Pulverlack wird gleichmäßig auf die Oberfläche des Werkstücks gesprüht. Spezielle Werkstücke (einschließlich der Stellen, an denen ein elektrostatischer Schirm leicht auftreten kann) sollten mit einer leistungsstarken elektrostatischen Sprühmaschine bearbeitet werden. Arbeitsablauf: Mit dem Adsorptionsprinzip der elektrostatischen Sprühmaschine wird eine Schicht Pulverlack gleichmäßig auf die Oberfläche des Werkstücks gesprüht; das herabgefallene Pulver kann nach Sieben durch das Rückgewinnungssystem wiederverwendet werden.
Drittens. Luftkompressor und Kompressluftreiniger (Öl-Wasser-Filter) verwandte Materialien: pulverlack (Sprührohstoffe, umgangssprachlich auch "Kunststoffpulver", mit heller Glanz, hellem Glanz, halbmattem, mattem, sandartigem, hämmerndem, rissigem usw. unterschiedlichen Effekten und verschiedenen Farben)
Viertens. Trocknen und Vulkanisieren: Zweck: Die Pulverbeschichtung auf der Oberfläche des Werkstücks wird auf die vorgeschriebene Temperatur erhitzt und für eine entsprechende Zeit belassen, um zu schmelzen, sich auszugleichen und zu festigen, um das gewünschte Oberflächenergebnis des Werkstücks zu erreichen. Prozess: Das gesprühte Werkstück in den Aushärteofen schieben, es auf eine feste Temperatur (typischerweise 185 Grad) erhitzen und für die entsprechende Zeit (15 Minuten) belassen. Heizungs- und Steuersysteme (einschließlich elektrischen Heizens, Treibstoff, Gas, Kohle, Biomasseheizung, neue Heizmaterialien usw.) verwandte Ausrüstung: Biomassebrenner (verschiedene Heizgeräte), Trockentunnel.
Fünftens, Verzierende Behandlung: zweck: Erreichen einer bestimmten speziellen Oberfläche des Werkstücks nach der Elektrostaubspray-Behandlung, wie z. B.: verschiedene Holzmuster, Muster, Lichteffekte usw. Arbeitsablauf: Überlichten, Transfer und andere Bearbeitungstechniken.
Der Hauptprozessablauf der Beschichtungsproduktionslinie:
Produkt laden → Vorbehandlung → Entwässerungstrocknung → Abkühlung → Elektrostatische Pulver(Spray)beschichtung → Pulver(Spray-Trocknung) Vulkanisierung → Abkühlung → Prüfung → Produkt entladen → Verpacken
Produktshow








Andere heiße Produkte