 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 HY
HY
 BN
BN
 LA
LA
 MY
MY
 UZ
UZ


सारांश
जानकारी अनुरोध
संबंधित उत्पाद









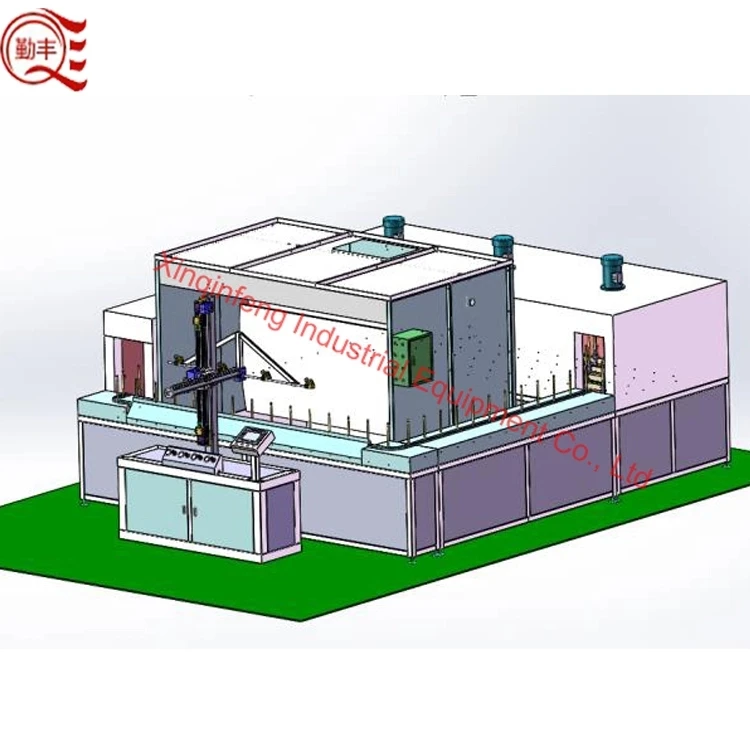
ऑटोमेटिक पाउडर कोटिंग उत्पादन लाइन इलेक्ट्रोस्टैटिक स्प्रेडिंग शुष्कण संयोजित उपकरण
पाउडर कोटिंग स्प्रे लाइन परिचय:
कोटिंग लाइन के घटकों में मुख्य रूप से शामिल हैं: पूर्व-प्रसंस्करण उपकरण, धूल प्रणाली, पाउडर कोटिंग उपकरण, पाउडर पुनर्जीवन उपकरण, गर्मी ड्राइंग क्यूरिंग टनल फर्नेस, ऊष्मा स्रोत प्रणाली, इलेक्ट्रॉनिक नियंत्रण प्रणाली, और लटकते हुए कन्वेयर चेन आदि।
सामान्य मिट्टी के तत्व सामग्री कोटिंग प्रक्रिया:
पहले, पूर्व-प्रसंस्करण: उद्देश्य: कार्य वस्तु की सतह को एंटी-कॉरोशन परत द्वारा बनाया गया हटाने के लिए और "फॉस्फेटिंग लेयर" के साथ कोटिंग चिपकावट लागू की जा सकती है। मुख्य प्रक्रिया चरण: वस्तु को तेलमुक्त करना, रास्टरिंग, फॉस्फेटिंग, पैसिवेशन। कार्य वस्तु की पूर्व-प्रसंस्करण के बाद, सतह पर केवल तेल, रास्टर और धूल नहीं है, बल्कि एक सफेद चमकीली सतह उत्पन्न करती है जो एक समान और खराब रास्टरिंग मुक्त, ग्रे फॉस्फेटिंग फिल्म है, जो रास्टरिंग और स्प्रे की परत की चिपकावट में वृद्धि कर सकती है। संबंधित उपकरण: पूर्व-प्रसंस्करण बद। संबंधित सामग्री (रासायनिक): सल्फ्यूरिक अम्ल, हाइड्रोक्लोरिक अम्ल, सोडा आश, अम्लीय तेलमुक्त करने वाला, फॉस्फेटिंग समाधान, पैसिवेशन समाधान।
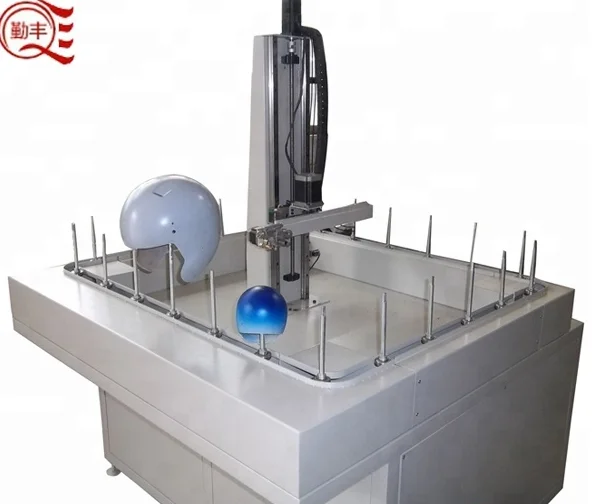
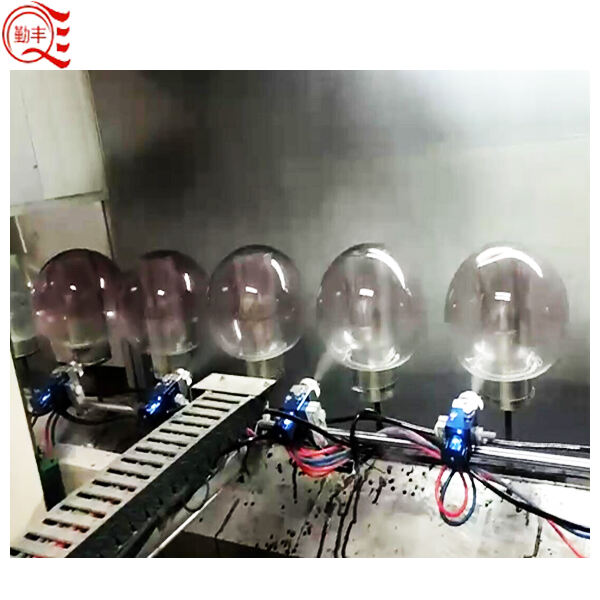
दूसरा, इलेक्ट्रोस्टैटिक स्प्रेडिंग: उद्देश्य: पाउडर कोटिंग को एकसमान रूप से कार्यात्मक भाग की सतह पर स्प्रे किया जाता है, विशेष कार्यात्मक भाग (जिसमें इलेक्ट्रोस्टैटिक स्क्रीन आमतौर पर होती है) को उच्च-प्रदर्शन इलेक्ट्रोस्टैटिक स्प्रे मशीन का उपयोग करके पूरा किया जाना चाहिए। प्रक्रिया चरण: इलेक्ट्रोस्टैटिक स्प्रे मशीन के विज्ञापन सिद्धांत का उपयोग करके कार्यात्मक भाग की सतह पर पाउडर कोटिंग का एक परत एकसमान रूप से स्प्रे की जाती है; गिरा हुआ पाउडर पुनः उपयोग के लिए छर के बाद पुनर्जीवित किया जा सकता है।
तीन। हवा कंप्रेसर और संपीडित हवा शोधक (तेल पानी फिल्टर) संबंधित सामग्री: पाउडर कोटिंग (स्प्रे करने के लिए कच्चा सामान, सामान्यतः "प्लास्टिक पाउडर" के रूप में जाना जाता है, जिसमें उच्च प्रकाश, चमकीला प्रकाश, अर्ध-मैट, मैट, रेत, हैमर, फिसलन, आदि विभिन्न प्रभाव और विभिन्न रंग शामिल हैं)
चार। सूखाना और ठसाना: उद्देश्य: कार्य प्रणाली की सतह पर चार्बर कोटिंग को निर्धारित तापमान तक गर्म किया जाता है और उसे मिलने, समान करने और ठंडा होने के लिए एक निर्धारित समय के लिए छोड़ दिया जाता है, ताकि कार्य प्रणाली का वांछित सतह प्रभाव प्राप्त हो। प्रक्रिया: स्प्रेड कार्य प्रणाली को क्यूरिंग ओवन में भीतर धकेलें, इसे एक निर्धारित तापमान (आमतौर पर 185 डिग्री) तक गर्म करें और इसे निर्धारित समय (15 मिनट) के लिए छोड़ें। गर्मी और नियंत्रण प्रणाली (विद्युत गर्मी, ईंधन, गैस, कोयला, जैविक संसाधन गर्मी, नई गर्मी सामग्री, आदि) संबंधित उपकरण: जैविक संसाधन जलाने वाले (विभिन्न गर्मी उपकरण), सुखाने के टनेल।
पांच, सजावटी उपचार: उद्देश्य: विद्युत छिड़काव के बाद कार्य प्रणाली के लिए एक निश्चित विशेष दिखाई देने को प्राप्त करें, जैसे: विभिन्न लकड़ी की रेखांकन, पैटर्न, प्रकाश और अन्य। प्रक्रिया कदम: प्रकाश को कवर करें, स्थानांतरण और अन्य प्रोसेसिंग तकनीक।
कोटिंग उत्पादन लाइन की मुख्य प्रक्रिया प्रवाह:
उत्पाद लोडिंग → प्री-ट्रीटमेंट → वाटर ड्राइंग → कूलिंग → इलेक्ट्रोस्टैटिक पाउडर (पेंट) स्प्रे → पाउडर (पेंट ड्राइंग) क्यूरिंग → कूलिंग → जाँच → उत्पाद अनलोडिंग → पैकेजिंग
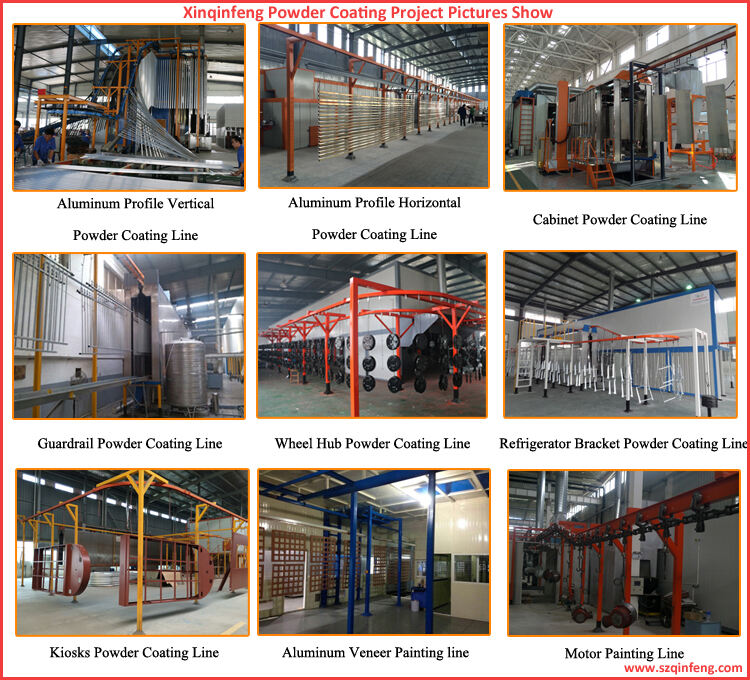
उत्पाद प्रदर्शन








अन्य लोकप्रिय उत्पाद