 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 HY
HY
 BN
BN
 LA
LA
 MY
MY
 UZ
UZ


Automatisk pudermålningstillverkningssprutlinje elektrostatiskt sprutning torkning kurering komplett utrustning
Översikt
Fråga
Relaterade produkter









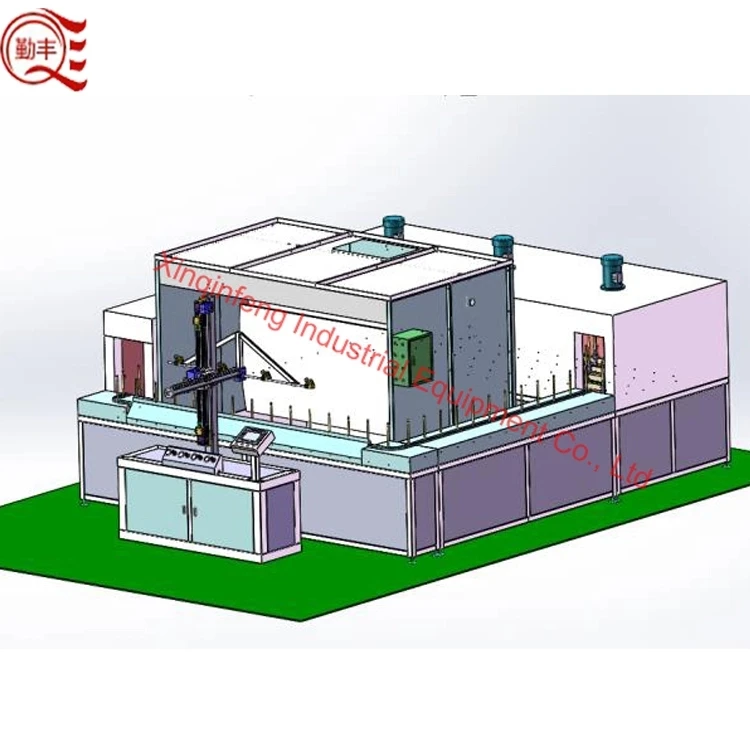
Automatisk pudermålningstillverkningssprutlinje elektrostatiskt sprutning torkning kurering komplett utrustning
Pulverlackningssprutningslinje Presentation:
Komponenterna i mässlinjen omfattar huvudsakligen: förbehandlingstillämpning, damnstötestemang, pulvermässningsutrustning, pulveråtervinningssystem, uppvärmningstorkningkureringstunnelugn, värmeursprungsistem, elektroniskt styrsystem, suspensionskonveyorkedja mm.
Allmän metallmaterialmässningsprocess:
Först, förbehandling: syfte: att ta bort ytan på arbetsstycket som genererar en lager mot korrosion och kan appliceras med mässningsklibbiga "fosfateringslager" huvudprocesssteg: avsmorda, rustfri, fosfatering, passivering. Efter förbehandlingen av arbetsytan har inte bara ytan olja, rost och damm, men också en gråvit glansfull yta producerar en jämn och grov röstfri grå fosfateringsfilm, vilket både kan rosta och öka klibbigheten av den sprutade lagret. Relaterat utrustning: förbearbetningsskada. Relaterade material (kemikalier) svavelsyra, hydroklor syra, soda ask, sur smordningslösning, fosfateringslösning, passiveringslösning.
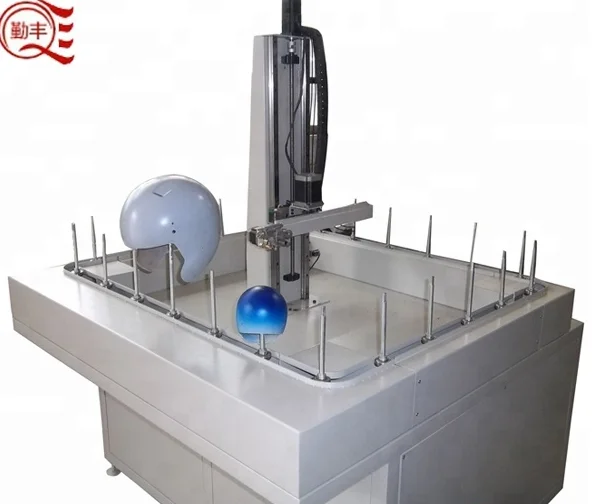
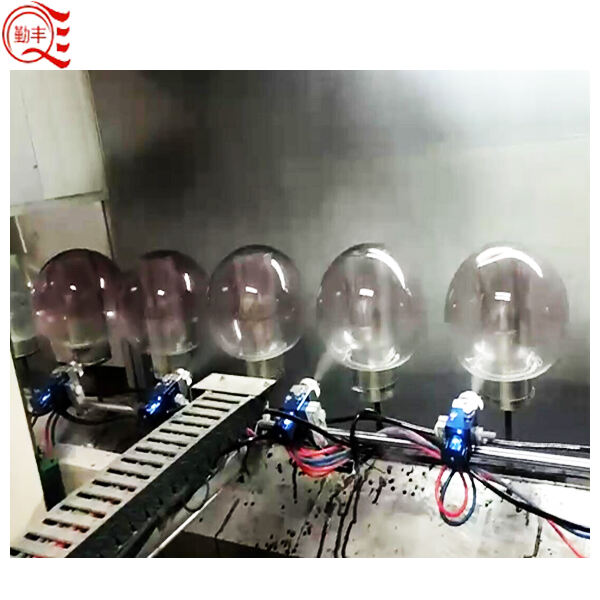
Tillämpning, elektrostatiska sprutning: syfte: pulverlacket spruteras jämnt på ytan av arbetsstycket, speciella arbetsstycken (inklusive platser där elektrostatisk skärmning lätt kan inträffa) bör behandlas med en högpresterande elektrostatiska spruta. Processsteg: Med hjälp av adsorptionsprincipen hos elektrostatiska sprutmaskinen spruteras ett lager pulverlack jämnt på ytan av arbetsstycket; det fallna pulvret går genom återvinningssystemet och kan återanvändas efter筛vatning.
Tre. Luftkompressor och komprimerad luftrenare (oljevattenfilter) relaterade material: pulverlack (sprutar material, vanligtvis kallat "plastpulver", med olika effekter som högglans, halvmatte, matte, sand, hammare, spricka etc. Och olika färger)
Fyra. Torkning och härdning: Syfte: Ytbeläggningspulveret på arbetsytan uppvärmes till den angivna temperaturen och hålls i motsvarande tid för att smälta, jämnas ut och föstnas, för att uppnå önskad yteffekt på arbetsytan. Process: Skjut in det sprayade arbetsstycket i härdningsskåpet, värma det upp till en fast temperatur (vanligtvis 185 grader) och låt det stå i motsvarande tid (15 minuter). Värmesystem och kontrollsYSTEM (inklusive elvärmning, bränsle, gas, kol, biomassa, nya värmematerial etc.) relaterad utrustning: biomassafockar (diverse värmearrustning), torknings隧道.
Fem, Dekorativ behandling: syfte: att uppnå en viss speciell utseende på arbetsytan efter elektrostatisk sprutning, såsom: olika trämönster, mönster, ljusning och så vidare. Processsteg: täckljus, överföring och andra bearbetningsmetoder.
Huvudprocessflödet för mälarproduktionslinjen:
Laddning av produkt → förbehandling → dehydreringstäckning → kylning → elektrostatiskt pulver (farg) sprutning → pulver (fargtorkning) hårdning → kylning → inspektion → avladdning av produkt → förpackning
Produktvisning








Annat Hett Produkt