 EN
EN
 AR
AR
 BG
BG
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 SQ
SQ
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 HY
HY
 BN
BN
 LA
LA
 MY
MY
 UZ
UZ


Автоматична лінія виробництва порошкової спеки з електростатичного опрыскивача, сушка, закалювання, повна установка
Огляд
Запит
Суміжні продукти









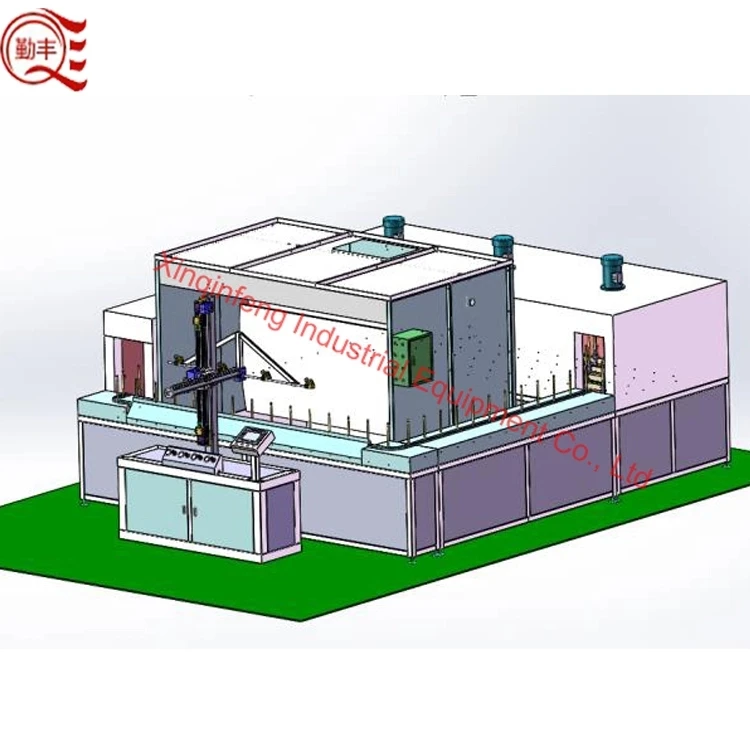
Автоматична лінія виробництва порошкової спеки з електростатичного опрыскивача, сушка, закалювання, повна установка
Вступ до лінії опрыскивання порошковим оцинанням:
Компоненти лінії нанесення покриття головним чином включають: пристрої попередньої обробки, систему збору пилу, пристрій для порошкового олішею, пристрій для повторного використання порошку, тунельну печку для сушіння і закалювання, систему джерела тепла, електронну систему керування, суспензійний конвеєрний ланцюг тощо.
Загальна технологія нанесення покриття на металевий матеріал:
По-перше, попередня обробка: мета: видалити поверхневий шар, що утворюється, для захисту від корозії і може бути застосований з приляганням покриття «фосфатного шару» основні етапи процесу: деґрасування, видалення ржавчини, фосфатування, пасивування. Після попередньої обробки деталі не тільки немає на поверхні жиру, ржавчини і пилу, але й утворюється однорідний і грубий безржавний сірий фосфатний шар, який може як захищати від ржавчини, так і збільшувати прилягання написаного шару. Співпрацюючі пристрої: попередня обробка. Співпрацюючі матеріали (хімічні речовини) сернича кислота, соляна кислота, сода, кислотний деґрасувач, розчин для фосфатування, розчин для пасивування.
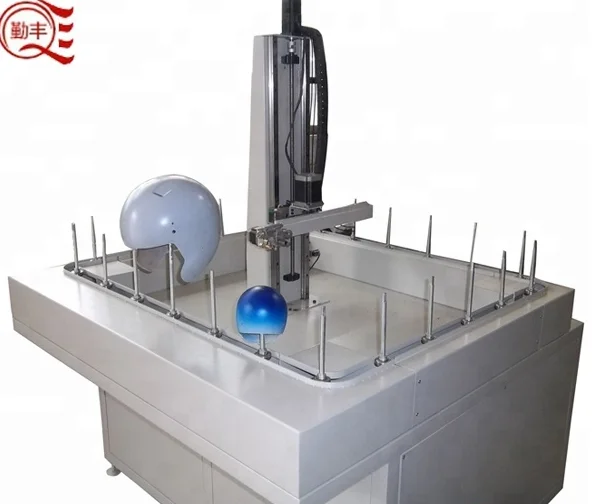
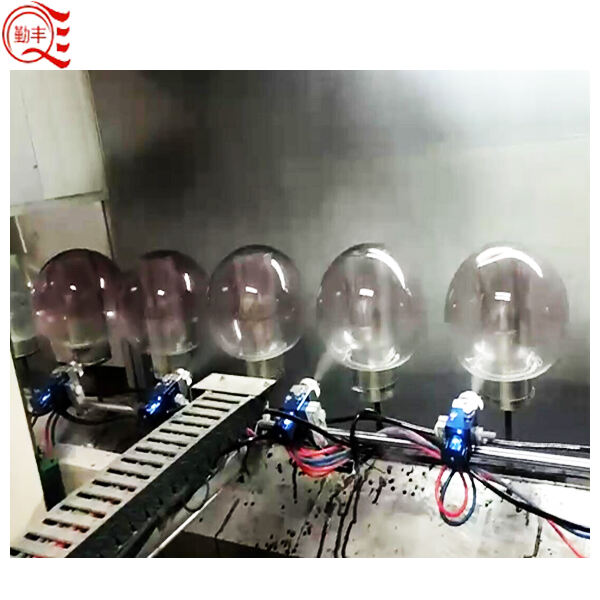
Друге, електростатичне опрыскивання: мета: порошкове покриття рівномірно наноситься на поверхню деталі, спеціальні деталі (включаючи місце, де є схильність до появи електростатичного екрану) повинні бути оброблені високопродуктивною електростатичною машиной для опрыскивання. Технологічні етапи: за допомогою принципу адсорбції електростатичної машини для опрыскивання, шар порошкового покриття рівномірно наноситься на поверхню деталі; випавший порошок проходить через систему повторного використання і може бути знову використаний після просіювання.
Три. Пневмокомpressor та очисник стислого повіtru (фільтр масла-води) пов'язані матеріали: порошкове покриття (сировина для опрыскивання, загальновідоме як "пластиковий порошок", з високою прозорістю, яскравим світлом, напівматовим, матовим, піском, молотком, тріщинами тощо. Різні ефекти та різні кольори)
Чотири. Сушка та закалювання: Мета: Порошкове покриття на поверхні деталі нагрівається до вказаної температури і утримується протягом відповідного часу, щоб розплавитися, вирівнятися та затвердіти, щоб досягти бажаного ефекту поверхні деталі. Процес: Втисніть посмаковану деталь у печку для закалювання, нагрійте її до фіксованої температури (зазвичай 185 градусів) і утримуйте її протягом відповідного часу (15 хвилин). Системи нагріву та керування (включаючи електричний нагрів, паливо, газ, вугілля, біомасу, нові матеріали для нагріву тощо) пов'язана обладнання: горільники біомаси (різні пристрої для нагріву), сушарні тунелі.
П'яте, Декоративна обробка: мета: досягти певного спеціального зовнішнього вигляду деталі після електростатичного посмакування, наприклад: різні деревяні волокна, узори, освітлення тощо. Етапи процесу: прикриття світла, перенос та інші технології обробки.
Головний технологічний потік лінії нанесення покриття:
Завантаження продукту → попередня обробка → відновлення сушіння → охолодження → електростатичне порошкове (фарбування) опрыскивание → порошкове (сушіння фарби) закалювання → охолодження → перевірка → Роззавантаження продукту → Упаковка
Показ продукту








Інша гаряча продукція